欢迎您来到M6官网注册在线登陆-M6米乐手机登录APP入口!
 中文
中文  ENGLISH
ENGLISH M6官网注册·连接组件行业技术要求及特点
的小型化、集成化和定制化需求,不同种类、不同厂家涉及生产的终端产品对所需连接器的形态、技术参数等往往有不同的要求,所以连接器产品通常属于非标准产品,需要根据客户的需求进行定制化生产。
连接器是连接或断开独立电子系统设备的基础电子元器件,将一个回路上的两个导体桥接起来,使电流或者讯号可以从一个导体流向另一个导体,其品质好坏关系到系统设备整体运作的可靠性。一个完整的连接器产品一般要经过设计、制造和检测三个过程。
设计阶段必须考虑电阻、插脚形式、插拔作用力、防水性能、电磁屏蔽性能等要求,制造阶段一般经过冲压、注塑、电镀等环节,因此连接器制造技术包括塑胶成型、表面处理、组装与检验、测试等多项技术。
在通信、消费电子、汽车、工控安防等下游应用领域快速发展的推动下,我国连接组件市场规模不断扩大,与连接器生产相关的技术也逐渐成型、成熟。
连接组件行业技术表现出以下几特点:首先,移动终端、计算机等电子设备的小型化和汽车的轻量化要求连接器体积更小、重量更轻,这使得连接组件厂商更加注重连接器材料的开发和精细化加工;其次,产品传输速率不断跃升、新能源连接器高压线缆电流增加,使得连接器厂商不仅需要在焊接等工艺环节精细化生产,还需要通过线缆编织等诸多工艺降低电磁干扰,在产品设计方面更需要借助电磁仿真软件进行严谨评估和考量;最后,连接组件的使用环境要求其保持性能稳定可靠,尤其是在新能源汽车等领域,温度、湿度和抗震性成为产品的必要特性,连接器企业需要具备良好的工艺水平和质量控制体系。
连接器下业集中度较高,通信、消费电子和汽车等产业终端产品小型化、集成化需求强烈,产品迭代速度快,连接器企业需要紧密的贴近下游企业,快速满足下游需求。
采用脉冲焊接机,对温度的控制可精确到+/-3℃,预设温度和实际温度通过传感器与软件实现了闭环控制
采用喷射式注胶阀,胶量的精确度可提升到0.01g,并且运用流量传感器可以对胶量进行实时监控
针对铆压后的连接器与线材,二次加锡可以充分保证连接的可靠性,同时具备更好的内部阻抗,增加产品的功能可靠性
为了产品追溯性,产品需贴条码,工艺采用全自动作业方式,减少人为干预的风险,机器可以自动剥离条码,同时吸盘吸附后下压贴紧,对下压力可以管控
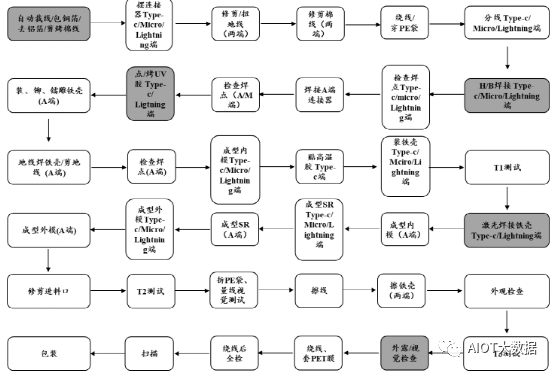
此段工艺由机器全自动完成,整个过程不需人工干预,其中核心工艺运用日本欧姆龙编码器控制线材长度,日本松下伺服电机驱动,配合PLC软件实现了闭环控制
采用喷射式注胶阀,胶量的精确度可提升到0.01g,并且运用流量传感器可以对胶量进行实时监控
针对连接器与铁壳,运用激光焊接,激光焊接时间短,可在0.5秒内完成焊接动作,不会产生高温损伤产品内部构造
连接器的外露长度和PIN针高度,通过AOI视觉自动检查并自动识别良品与不良品,尺寸精度可探测到0.01mm
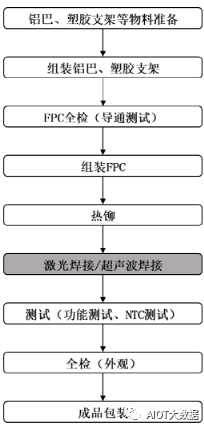
以每秒25,000-35,000次的频率高速磨擦,从而实现铜与铜、铜与铝的分子结合,实现线缆与线缆或
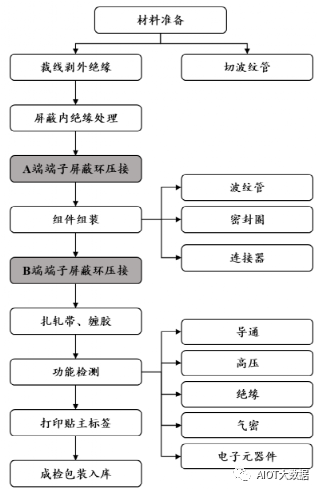
的镍片和铝巴,激光焊属于不接触式焊接,采用200W纳秒激光器作用于镍片和铝巴上,可以在瞬间将两个物体焊接,激光焊接具有时间短,不发热,焊接牢固的特点端子压接采用伺服油压压接机对端子进行铆压,通过挤压线缆与端子压接翼使得端子与线缆进行连接;采用数字化参数调节,精准控制压接尺寸,可满足±0.01mm的公差设定,并且运用CFM压力检测系统即时监控压力,确保压接过程的可靠性
采用伺服油压压接机对屏蔽环进行铆压,通过挤压屏蔽网与屏蔽环使得屏蔽环保持在屏蔽网上,并通过模块定位保证端子与屏蔽环的间距,确保爬电距离与电气间隙满足设计需求;采用数字化参数调节,精准控制压接尺寸,可满足±0.01mm的公差设定,并且运用CFM压力检测系统即时监控压力,确保压接过程的可靠性
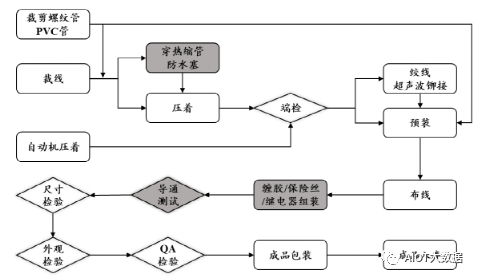
采用履带式热缩机,上下发热管同时发热,保证热缩均匀度与效率,通过温度与履带的速度调整,保证热缩管热缩的效果,履带两侧的压轮轨道确保了产品移动的稳定性,并对热缩管的初始位置保持起到了帮助作用,以此保证了热缩管热缩位置的可靠
/继电器组装采用限位性气液增压机与限位仿形模具将人工预装好保险丝与继电器的电器盒进行铆压,使得保险丝与继电器缓慢受力下压达到规定的安装位置,这种缓慢受力的过程与限位仿形模具最大程度上避免了产品部件的挤压损伤;并采用拍照成像颜色识别的方式对安装效果进行100%检测拍照,避免漏装、装错及具备可追溯性,从而达到品质要求
对线束总成的导通电阻、断路、错路、短路、耐电压、漏电流、绝缘电阻、气密性及部分但不限于NTC
电阻、CPATPAPLR等连接器配件存在到位性进行100%综合性的检测;设备电阻测量精度0.001mΩ、耐压峰值可达6000VDC、漏电流测量精度0.001mA、气密0-100KPa正负压可调,压差识别精度0.01pa,并即时保存测试数据,具有可追溯性
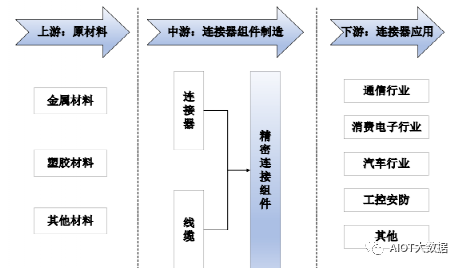
连接器是连接或断开独立电子系统设备的基础电子元器件,将一个回路上的两个导体桥接起来,使电流或者讯号可以从一个导体流向另一个导体。连接组件是由电线(复合线)、插头(端子、胶壳)等零部件构成,系构成整机电路系统电气连接所必需的基础元件。连接组件现广泛应用于通信、汽车、消费电子、工控安防等领域,是电子信息产业的基础产品。2、连接器产业链
连接器产业链分为三个部分,上游环节包括金属材料、塑胶材料和辅助材料,中游环节为连接器及其线缆组件的制造,下游为应用产品的开发和生产。根据下游需求选定或开发电线、端子、胶壳等零部件,通过焊接、注塑、冲压、电性能检测等核心工序生产电子连接组件等产品。
时代的到来,移动通信、计算机等领域迎来新的发展机会,连接器产品对于该等行业来说是必不可少的零部件;随着“碳达峰”和“碳中和”目标的提出,新能源汽车行业中长期成长空间巨大,进而将直接带动连接器在新兴行业的快速发展。整体来看,下游应用领域较为广阔,产品及技术持续更新换代,都将促进连接器行业市场需求增长及技术水平提高。
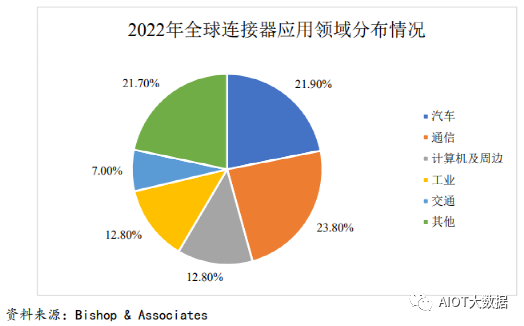
近年来,受益于通信、消费电子、汽车、工控安防等下业的持续发展,全球连接器市场需求保持着稳定增长的态势,全球连接器总体市场规模总体呈现上升态势。根据Bishop&Associates统计数据,除受全球宏观经济等因素影响2019和2020等年度全球连接器市场规模有所下降外,近年市场规模呈总体上升态势。全球连接器市场规模由2013年度的512亿美元增长至2022年度的841亿美元,年均复合增长率约为5.67%。
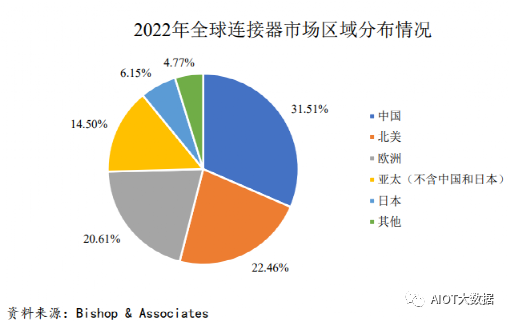
从地区分布来看,连接器整体市场较为集中。中国、北美、欧洲、亚太地区(不含中国和日本)和日本是全球连接器的主要市场。根据Bishop&Associates数据,2022年上述五大地区合计占全球95%以上的连接器市场份额,其中,中国是全球最大的连接器市场,2022年度市场份额占比达到31.51%。

国内市场方面,伴随着中国经济的持续增长,国内通信、消费电子、汽车、工控安防等连接器下游产业迅速发展,使得中国连接器市场规模持续扩大,保持平稳增长的趋势,成为推动全球连接器市场增长的重要动力。同时,随着国内工业化、
化、城镇化同步推进,内需潜力不断释放,国内制造业获得了广阔的发展空间,实现了量与质的双重提升。持续的技术创新大幅提升了制造业的综合竞争力,国内连接器企业整体水平得到迅速提高。中国成为全球连接器市场最有发展潜力、增长最快的地区。2013-2022年,中国连接器市场规模由131亿美元增长至265亿美元,年均复合增长率为8.14%。
随着中国经济转型和结构调整加速,激发制造业发展活力、创造力和促进制造业转型升级已成为国家的重要战略,制造业正在迎来新的发展关键点。一方面,伴随着我国经济高速发展,人民生活水平持续提高,通信、消费电子、汽车、工控安防等连接器应用领域有望继续快速发展;另一方面,连接器产品革新不断,应用领域持续拓展延伸,尤其在新能源汽车、

(1)产品向小型化、高速化和材料环保化发展为满足下游终端产品的短小轻薄、性能提升的发展趋势,连接器也逐步向小型化、高速化和大电流方向发展。终端产品的小型化,意味着连接器的线距不断变小、接触点更加密集,需要在极小的空间内实现同等的功能,也对连接器内部的触脚间电阻、抗电磁干扰能力以及小型化设计等各方面的设计提出更高的要求。在5G、大数据和物联网快速发展背景下,需要传输的数据量和高传输速度的需求明显增加,对连接器产品的设计、制造工艺有了更高的要求。此外,随着产业链环保理念的强化,连接器的原材料也需要达到更高的环保要求。(2)生产自动化、规模化和制造精密化连接器行业逐步呈现出生产自动化、规模化和精密化的发展趋势。不同的细分应用领域也对连接器的生产流程提出了不同的要求,若产品继续大量依靠人工组装、检测,将难以满足产品的质量和交付要求。随着连接器下游企业对标准化、批量化的生产需求日益增长,连接器企业逐步在生产制造环节引入自动化生产,在提高产品技术和工艺稳定性的基础上,降低生产成本。同时,连接器向高压高频高速的发展,较高的产品技术标准也对厂商的精密制造能力提出了更高要求。
化程度不断提高。由于车载系统中电子电气设备的大量使用,汽车的电气布线更长,从而导致汽车线束用量的增加和成本的提高。为满足汽车轻量化和整车设计的空间布局要求,汽车连接器轻量化已成为各大厂商努力发展的方向。汽车连接器的重量主要来源于线缆的铜材,随着铝导体的焊接、压接等工艺难关的攻克,部分汽车连接器以质量较小的铝导体取代铜导体,轻量化将成为未来汽车连接器行业发展的趋势。(2)头部效应初。